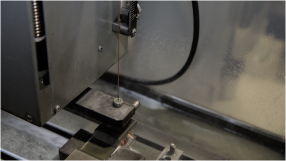
Drill EDM, also known as hole popper EDM or fast hole EDM, is a process that uses a small-diameter electrode to drill precise holes in the workpiece. In this process, the electrode is positioned close to the workpiece, while a spark discharge is generated between the electrode and the workpiece to erode the material and form the hole. Drill EDM is commonly used for producing small, precise holes in hard and difficult-to-machine materials such as aerospace alloys and superalloys.
Drill Electrical Discharge Machining (Drill EDM) is a non-traditional machining process that uses electrical discharges to drill small, deep holes into a workpiece. Here is a summary of the advantages, and common applications of Drill EDM.
Advantages
1. High accuracy
Drill EDM can produce highly accurate and precise holes with diameters ranging from 0.3 to 3.0 mm.
2. No physical contact with the workpiece
Drill EDM is a non-contact process, which eliminates the risk of tool breakage and reduces the chance of workpiece damage.
3. Suitable for hard materials
Drill EDM can drill into hard and brittle materials, such as tungsten carbide, ceramic, and hardened steel.
4. Minimal burrs and debris
Drill EDM produces minimal burrs and debris, which reduces the need for post-processing and cleaning.
Applications
Drill EDM is commonly used in industries such as aerospace, medical, and electronics, where high precision and accuracy are essential. Some common applications of Drill EDM include the production of cooling holes in turbine blades, fuel injector nozzles, and medical implants.
Overall, Drill EDM is a precise and accurate machining process that is particularly well-suited for drilling small, deep holes in hard and brittle materials.
Material
EDM can cut materials such as:
1. Metals: EDM can cut a variety of metals, including steel, aluminum, titanium, copper, and brass. 2. Alloys: EDM can cut alloys such as stainless steel, tool steel, and nickel-based alloys. 3. Exotic metals: EDM can cut exotic metals such as tungsten, molybdenum, and tantalum. 4. Conductive ceramics: EDM can also cut certain types of ceramics, such as silicon nitride and aluminum oxide, that have high electrical conductivity.
It is important to note that the quality and speed of the EDM process may vary depending on the material being cut. The type of material can affect the machining parameters, such as the cutting speed and electrode material wear.
How it works?
01
Step 1
Submit your 3D (STP,IGS) and technical drawing (DWG, DXF, PDF) for your project.
02
Step 2
Our team evaluates the drawing and will provide you with a proposal.
"Punik EDM is and has always been a reliable supplier for the past 8 years. Excellent quality, service, and competitive pricing. The team is quick to respond to any emergency or problem. I recommend Punik any time. Thank you for the years of services!"
"What impressed us the most was the user-friendliness of their system and its ability to adapt to our specific needs. Their technical support team was exceptional throughout our journey, providing prompt assistance and customized solutions at every stage of the implementation process. In summary, our partnership with Punik EDM has been a valuable investment for our company over the years."
"The customer service, work quality, and attention to detail provided by Punik EDM are of the highest standard. The exceptional service and extra effort, especially in critical situations requiring quick delivery, are greatly appreciated. We anticipate further opportunities to strengthen our partnership in the future."